Gaz ziemny po oczyszczeniu z zanieczyszczeń;
– mogących zamarznąć w niskich temperaturach (np. woda, benzen),
– mających niższe temperatury skraplania od metanu (azot, hel),
– będących korozyjnymi i mogących zniszczyć urządzenia będące z nimi w kontakcie (siarkowodór, dwutlenek węgla),
jest schładzany i skraplany do celów transportowych oraz przechowywania.
Współczynnik kompresji pomiędzy gazem a cieczą wynosi ok 630. Oznacza to, że 630 litrów gazu można zamienić na 1 litr cieczy, co przynosi ogromne oszczędności podczas przewożenia i magazynowania.
Instalacja do produkcji LNG tzw 'LNG train’ może korzystać z szeregu różnych metod oczyszczania i schładzania. Każdy z takich jednostek jest niezależna i może być równolegle rozbudowana. Dzięki temu zaburzenia pracy jednego systemu nie wpływają na inne.
Istnieje kilka procesów skraplania dostępnych dla dużych instalacji LNG :
– AP-C3MR – zaprojektowany przez Air Products & Chemicals, Inc. (APCI),
– Kaskadowy – zaprojektowany przez ConocoPhillipst,
– AP-X – zaprojektowany przez Air Products & Chemicals, Inc. (APCI),
– AP-SMR (Single Mixed Refrigerant) – zaprojektowany przez Air Products & Chemicals, Inc. (APCI),
– AP-N (Nitrogen Refrigerant) – zaprojektowany przez Air Products & Chemicals, Inc. (APCI),
– MFC (Mixed Fluid Cascade) – zaprojektowana przez Linde,
– PRICO (SMR) – zaprojektowany przez Black & Veatch,
– AP-DMR (Dual Mixed Refrigerant) – zaprojektowany przez Air Products & Chemicals, Inc. (APCI),
– Liquefin – zaprojektowany przez Air Liquide.
Na statkach LNG schładzanie ładunku jest o wiele bardziej problematyczne ze względu na wysokie zapotrzebowanie na energię takiego procesu, ograniczenia dostępnej przestrzeni, ciężar urządzeń, utrudnioną dostępność czynników chłodniczych, części zapasowych czy usług naprawczych.
W związku z tym statki LNG projektowano w ten sposób, by zużytkować całość odparowującego gazu w silnikach lub turbinach parowych. Izolację zbiorników dobierano tak, aby prędkość odparowania pokrywała zużycie przy pełnej prędkości. Wówczas nie było potrzeby stosowania ani systemów wymuszających parowanie ani systemów schładzania a koszt, ciężar i przestrzeń izolacji była najmniejsza. Przy mniejszych prędkościach lub podczas manewrów nadmiar parującego gazu spalano w specjalnych jednostkach spalania (GCU – Gas Combustion Unit). W porcie nadmiar gazu przesyłany jest do terminalu.
Miało to sens w czasach, gdy statki były budowane przez firmy posiadające terminale załadunkowe oraz odbiorcze, obsługiwały stałą trasę i przemieszczały się zawsze z maksymalną prędkością, a koszt gazu był na tyle niski, by spalanie jego nadmiaru było tańsze od instalacji, obsługi i utrzymania systemów ponownego skraplania.
Pierwszy problem pojawił się w czasach gdy olej napędowy był tak tani, a przepisy ochrony środowiska na tyle mało restrykcyjne, by bardziej opłacało się spalać w silnikach mazut.
Następny, gdy armatorzy decydowali się na grę na rynku gazu; kupowali go i ładowali na statki nie znając jeszcze odbiorcy a statki płynęły z niską prędkością lub oczekiwały na kotwicy lub w dryfie oczekując na dalsze dyspozycje. Do tego nałożyły się wysokie ceny gazu oraz bardziej restrykcyjne przepisy ochrony powietrza. Dalsze marnotrawienie gazu w spalarkach nie było więc mile widziane.
Zaczęły się więc rozwijać bardziej efektywne systemy izolacji zbiorników oraz systemy ponownego skraplania. Obecnie większość nowobudowanych jednostek ma zainstalowany system schładzania ładunku.
Poniżej zostaną opisane następujące systemy:
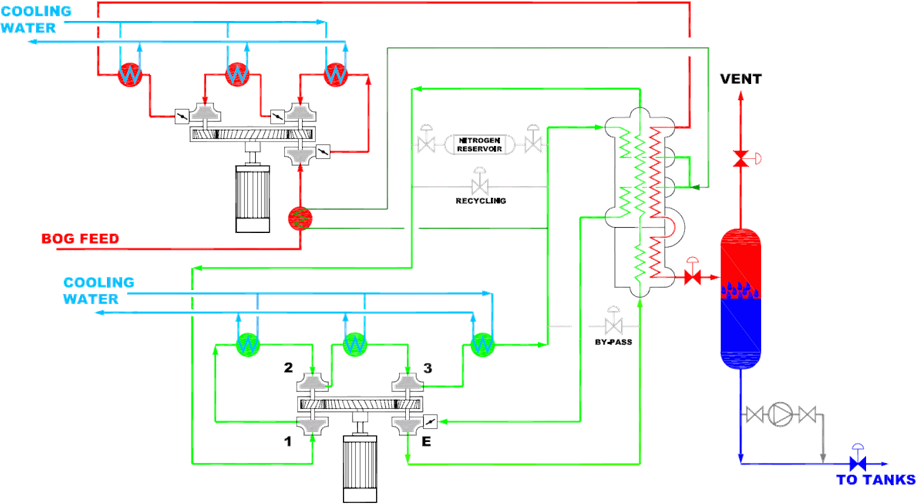
– Chłodzenie azotem – Hamworthy N2 Cold Box
– Chłodzenie azotem – Wartsila CRD
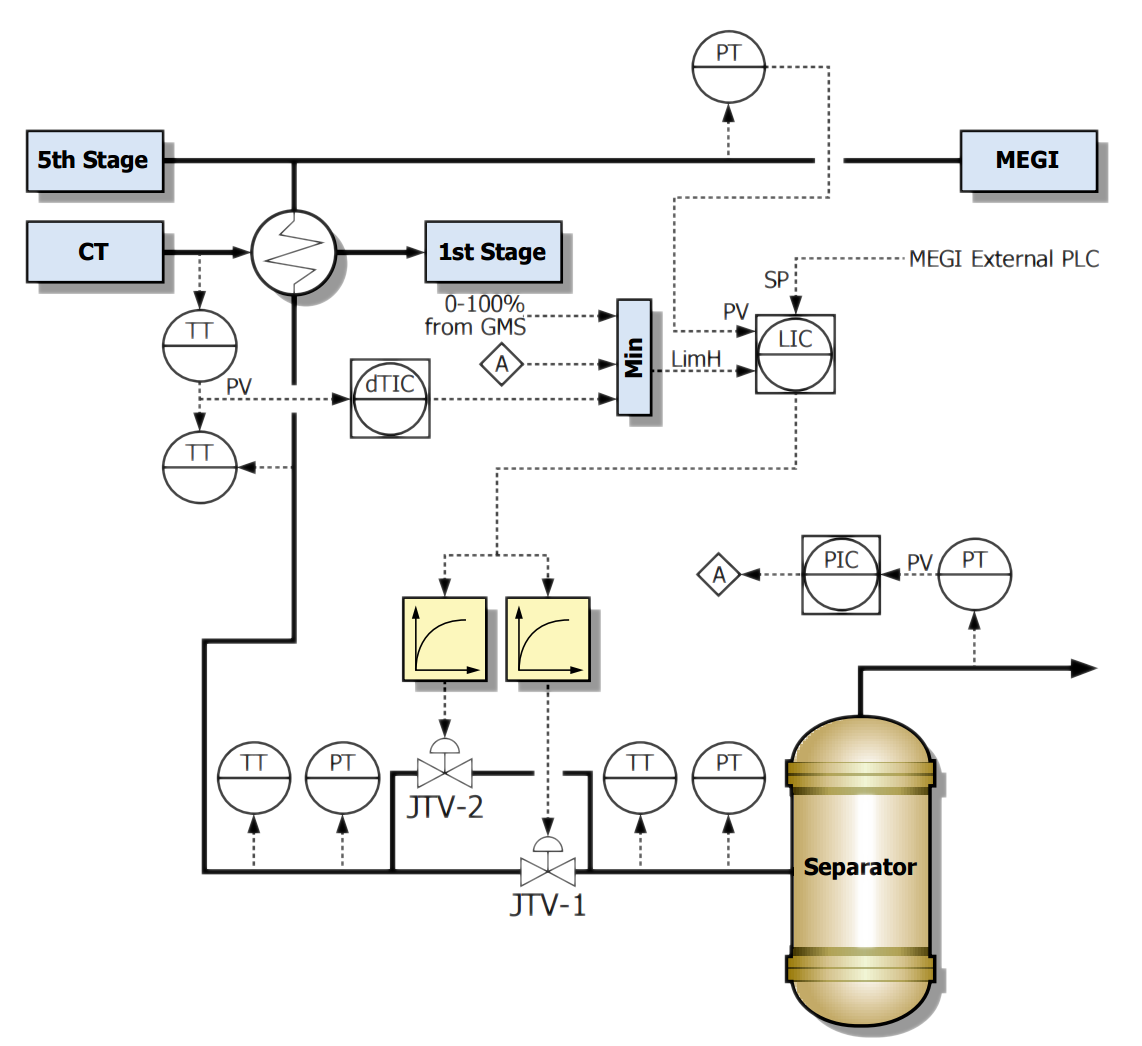
– Zawory rozprężne JTV (efekt Joule’a-Thomsona)
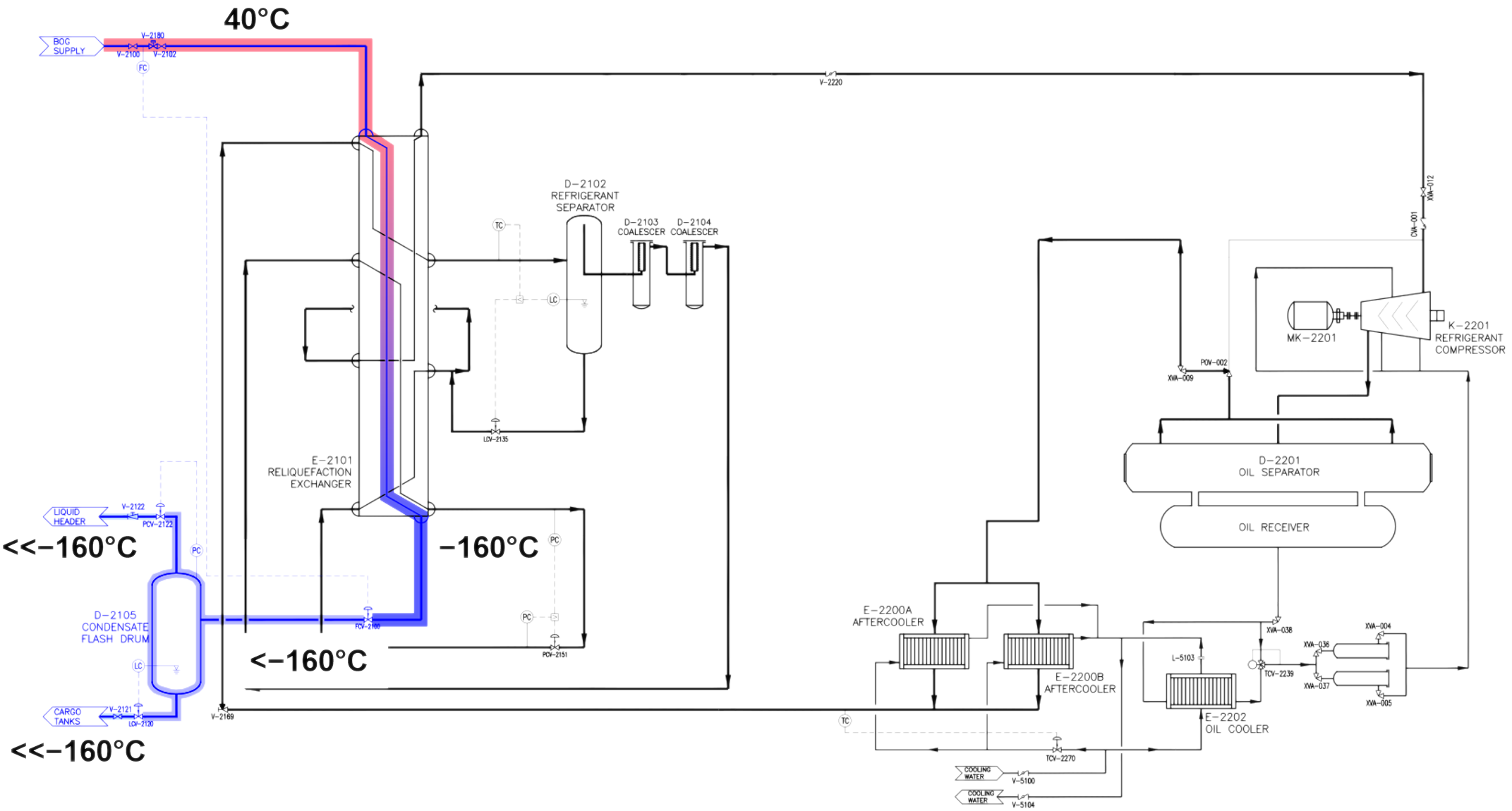
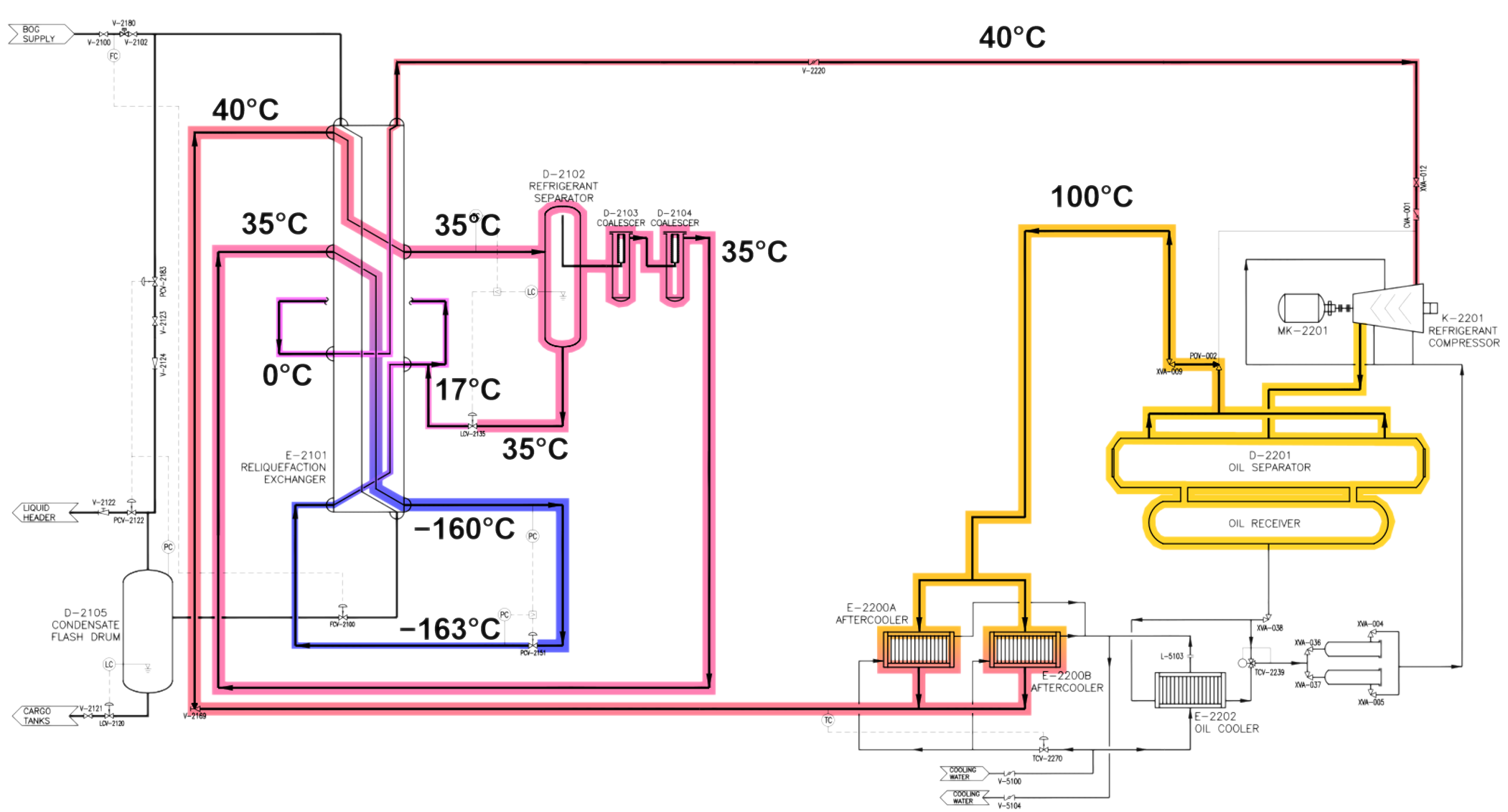
– ecoSMRT – Babcock LGE
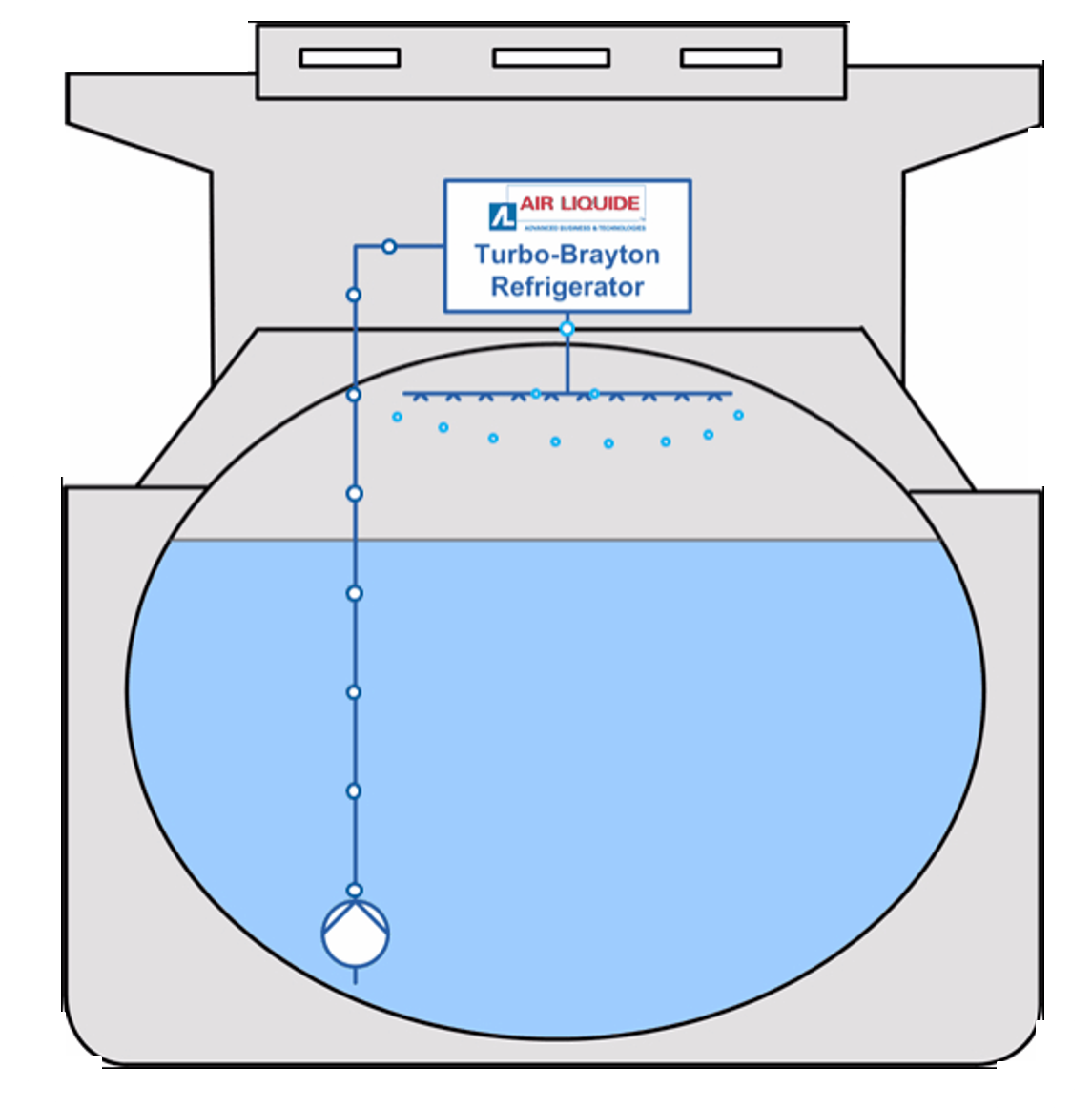
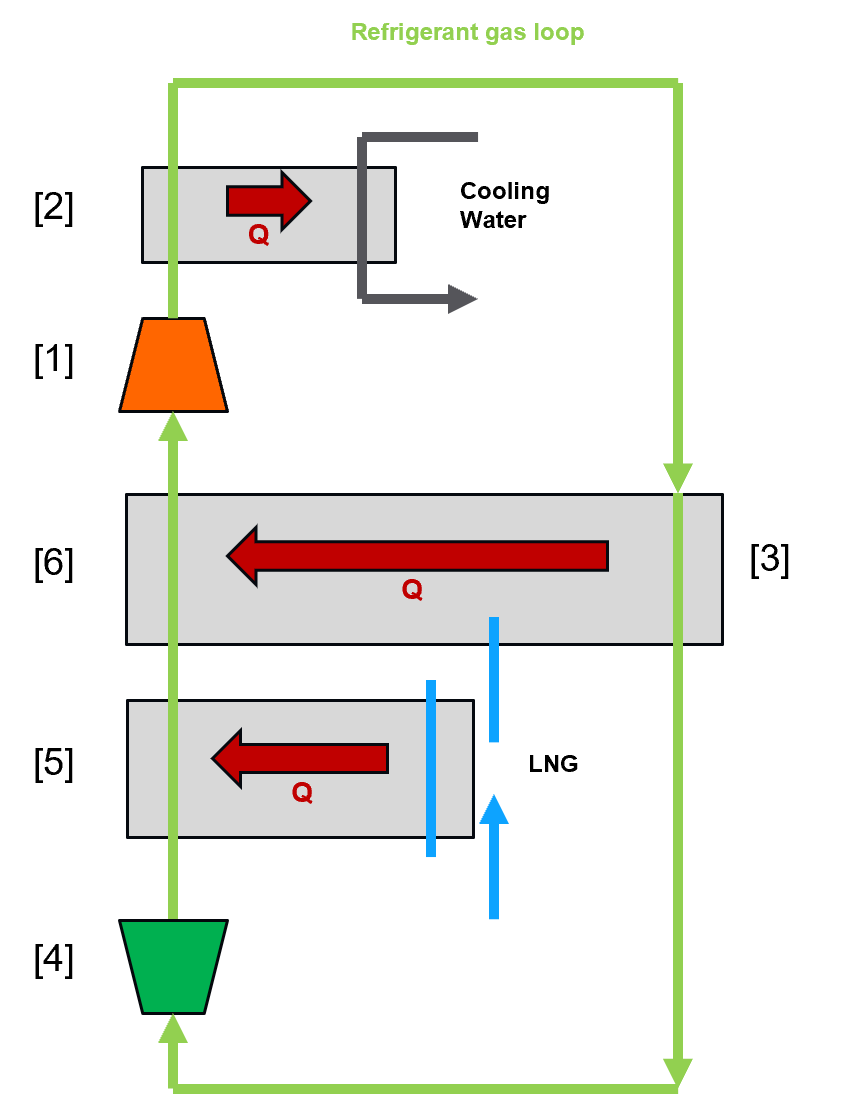
– Dochładzacz – Air Liquide TBF